




HK 465X-1 45° ଏଜ୍ ବ୍ୟାଣ୍ଡିନ୍ ମେସିନ୍

ଟେକ୍ନିକାଲ୍ ପାରାମିଟରଗୁଡ଼ିକ
| HK-465x-1 | |||
| ସାମଗ୍ରିକ ପରିସର |
୫୨୨୬*୭୪୫*୧୬୨୫ମିମି | କର୍ମଚୀର ଗତି |
୨୦-୨୫ ମି/ମିନିଟ୍ |
|
ଧାରର ଘନତା ଦଳ |
୦.୩୫-୩ ମିମି | ମୂଲ୍ୟାଙ୍କିତ ଚାପ | ୦.୬ କିଲୋଗ୍ରାମ |
| କାର୍ଯ୍ୟକ୍ଷମ ଓଜନ | T | ମୋଟର ଶକ୍ତି ପଠାନ୍ତୁ | ୪କିଲୋୱାଟ |
| ସୀଟ୍ ପ୍ରସ୍ଥ |
୪୦ ମିମି | ମୋଟ ଶକ୍ତି |
୧୨.୨ କିଲୋୱାଟ |
| ଶୀଟ୍ ଘନତା |
୯-୬୦ ମିମି | ସର୍ବନିମ୍ନ ପ୍ରକ୍ରିୟାକରଣ ଲମ୍ବ |
୧୫୦ ମିମି |
| ଭୋଲଟେଜ |
୩୮୦ଭି ୫୦ହର୍ଟଜ୍ | କାର୍ଯ୍ୟର ପ୍ରକାରଗୁଡ଼ିକ |
ପୂର୍ଣ୍ଣ-ସ୍ୱୟଂଚାଳିତ |
ମେସିନର ବୈଶିଷ୍ଟ୍ୟଗୁଡ଼ିକ

ଇନକ୍ଲାଇନ୍ ପ୍ରି-ମିଲିଂ
ବେଭଲ୍ ଏଜ୍ ମିଲିଂ ପ୍ରକାର, 45° ସ୍ଥିର ପ୍ରି-ମିଲିଂ ମେକାନିଜିମ୍, କଟିଙ୍ଗ ବୋର୍ଡର ଧାରକୁ କରତ ଏବଂ ଚୂର୍ଣ୍ଣ କରିବା, ଯାହା ବେଭଲ୍ ଏଜ୍ ସିଲିଂ ପ୍ରଭାବକୁ ଉନ୍ନତ କରିଥାଏ।
ଇନକ୍ଲାଇନ୍ ଗ୍ଲୁଇଂ
ବେଭଲ୍ ଏଜ୍ ଗ୍ଲୁ ଆବରଣ ଏବଂ ପ୍ରେସିଂ ମେକାନିଜିମ୍ ବେଭଲ୍ ସିଧା ଧାରରେ ସମାନ ଭାବରେ ଗ୍ଲୁ ପ୍ରୟୋଗ କରିପାରିବ ଏବଂ ବେଭଲ୍ ଏଜ୍ ସିଲିଂକୁ ସୁଗମ ଭାବରେ ବାନ୍ଧିପାରିବ।

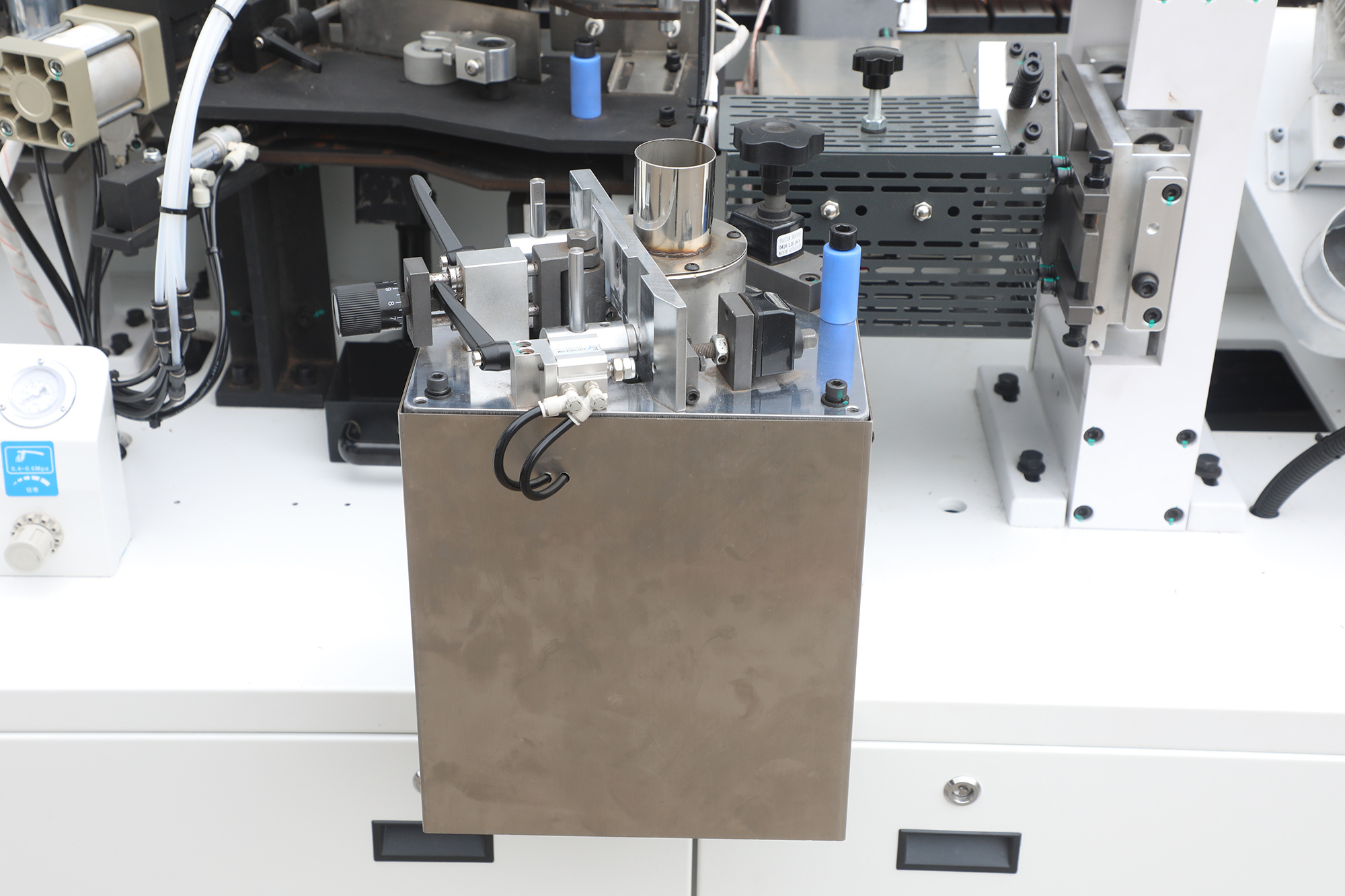
ଇନକ୍ଲାଇନ୍ ଗ୍ଲୁଇଂ
ଗ୍ଲୁ ପାତ୍ର ବ୍ୟବହାର କରି ନ୍ୟୁମେଟିକ୍ ସ୍ୱିଚ୍ରେ ଗ୍ଲୁ ଲଗାନ୍ତୁ। ଗ୍ଲୁ ସମାନ ଭାବରେ ଲଗାଯାଏ ଏବଂ ଗ୍ଲୁ ରେଖା ଭଲ ଥାଏ।
ଏଜ୍ ଟେପ୍ ଗ୍ରୁଭିଂ
ଧାର ବ୍ୟାଣ୍ଡିଂରେ ଖାଞ୍ଚ କରିବା, ଟେପ୍ କାଟିବା ଏବଂ ଖୋଦନ କରିବା

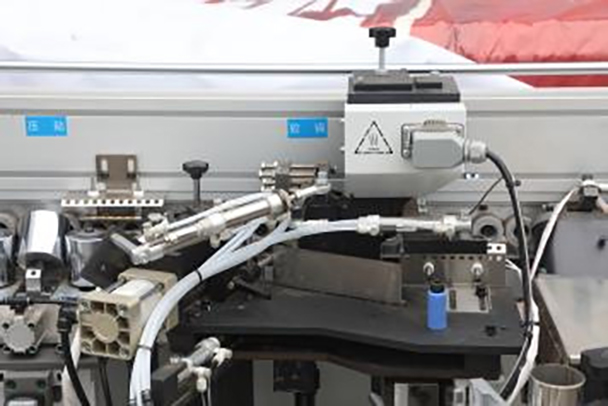
ଇନକ୍ଲାଇନ୍ ପ୍ରେସ୍
ତୀକ୍ଷ୍ଣ ସିଧା ଚାପିବା ଦ୍ଵାରା ଧାର ବ୍ୟାଣ୍ଡିଂ ଷ୍ଟ୍ରିପ୍ ଏବଂ ବୋର୍ଡର ଧାରର ଉତ୍ତମ ମିଶ୍ରଣ ସୁନିଶ୍ଚିତ କରାଯାଇପାରିବ, ଯାହା ବୋର୍ଡର ସୌନ୍ଦର୍ଯ୍ୟ ଏବଂ ସ୍ଥାୟୀତ୍ୱକୁ ଉନ୍ନତ କରିଥାଏ। ଏହି ପ୍ରକ୍ରିୟା ସାଧାରଣତଃ ଫର୍ନିଚର ଉତ୍ପାଦନ, ସାଜସଜ୍ଜା ସାମଗ୍ରୀ ପ୍ରକ୍ରିୟାକରଣ ଇତ୍ୟାଦିରେ ବ୍ୟବହୃତ ହୁଏ।
କଟିଂ ଶେଷ କରନ୍ତୁ
ସ୍ୱାଧୀନ ଫ୍ଲସିଂ ଫ୍ଲସିଂ ପ୍ରଭାବକୁ ପ୍ରଭାବିତ କରୁଥିବା ପାରସ୍ପରିକ କମ୍ପନକୁ ପ୍ରଭାବଶାଳୀ ଭାବରେ ଏଡାଇବା ପାଇଁ ଏକ ପୃଥକ ସମର୍ଥନ ଆଧାର ଏବଂ ଗାଇଡ୍ ରେଳ ଗ୍ରହଣ କରେ। ପ୍ରଭାବ ଯୋଗୁଁ ହେଉଥିବା କମ୍ପନର ପ୍ରଭାବକୁ ପ୍ରଭାବଶାଳୀ ଭାବରେ ଏଡାଇବା ପାଇଁ ଆଗ ଏବଂ ପଛ ଫ୍ଲସିଂ ବଫର ଡିଭାଇସ ସହିତ ସଜ୍ଜିତ।
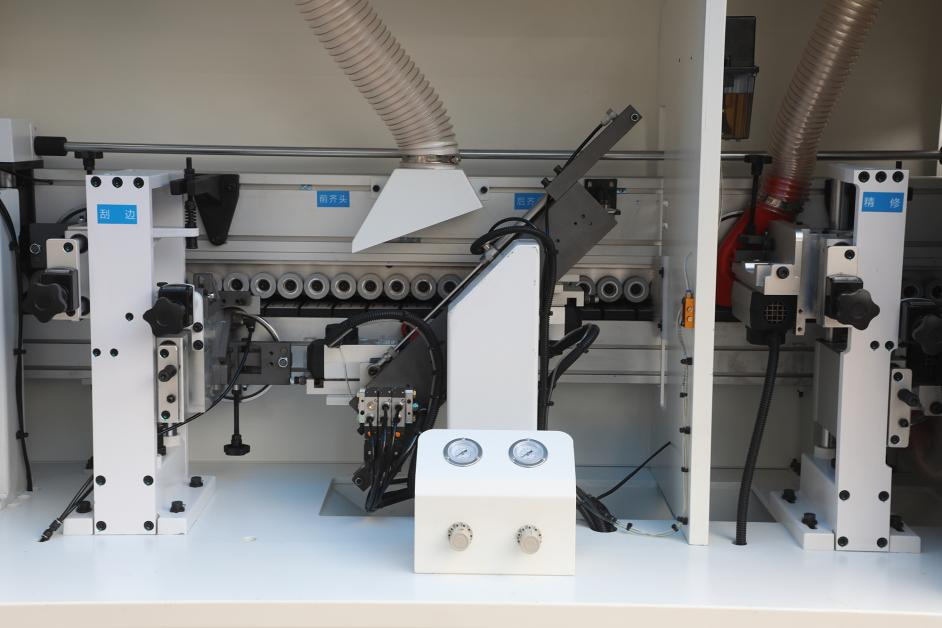

ସ୍କ୍ରାପିଂ
ଧାର ବ୍ୟାଣ୍ଡିଂର ଘନତା ଉପରେ ନିର୍ଭର କରି, ଧାର ସ୍କ୍ରାପର୍କୁ ସ୍କ୍ରାପିଂ ପାଇଁ ନମନୀୟ ଭାବରେ ବ୍ୟବହାର କରାଯାଇପାରିବ। ଧାର ବ୍ୟାଣ୍ଡିଂ ଆର୍କକୁ ମସୃଣ କରିବା ପାଇଁ ସ୍କ୍ରାପିଂକୁ ମୁକ୍ତ ଭାବରେ ପରିବର୍ତ୍ତନ କରାଯାଇପାରିବ।
ପଲିସିଂ
ପ୍ରକ୍ରିୟାକୃତ ପ୍ଲେଟକୁ ଦୁଇଟି ପଲିସିଂ ଚକକୁ ଦ୍ରୁତ ଗତିରେ ଘୂର୍ଣ୍ଣନ କରି ସଫା କରାଯାଏ, ଯାହା ଧାର-ସିଲ୍ ହୋଇଥିବା ଅଂଶକୁ ମସୃଣ ଏବଂ ଅଧିକ ସୁନ୍ଦର କରିଥାଏ, ଏବଂ ପଲିସିଂ ଚକଗୁଡ଼ିକୁ ସମାନ ଭାବରେ ପିନ୍ଧିବାକୁ ଅନୁମତି ଦିଏ।





